





精密アーク溶接機&ハンダ付け・リフロー熱カシメ用電源
精密アーク溶接機 PC-PAS 301
|
自動・半自動操作の精密アークショット溶接機 高度なフィードバック制御と、100kHzの高速スイッチングにより、
|
 |
|



高速スイッチングで常に精密な制御・クオリティの高いアークを発生
PC-PAS 301は、レーザー溶接機と比較すると、ソフトな入熱、広い指向性が特長。
ラフな位置決めでも、ワークの仕上がりを決して損ねません。
また、「アークスポット溶接機の欠点。」と言われた、高周波のノイズ干渉を、回避可能なレベルにまで低減。
CPUなどの制御部、内部回路に加え、周辺機器、各種シーケンサー等との良好なアプリケーションの構築も可能。
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |

 |
 |
 |
||
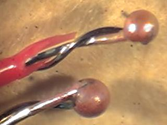
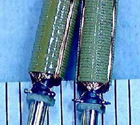
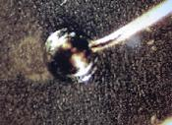
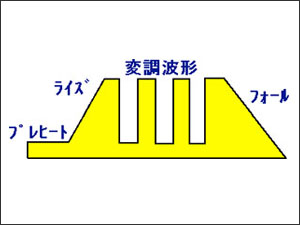
| コイル、端子の溶接例 | 様々な電流波形をCPUでコントロール | ハンダ付けにも対応 |
■ 細線のラッピング処理、フープ材の接続、細かい箇所の処理、極最小部品のハンダ付けなら、精密アーク溶接が適しています。
■ CPU制御の豊富な I/O 入出力に加え、高周波トラップ機構を採用。コンパクトな設計なので、自動機としての運用にも実力を発揮。
■ 周辺機器・装置への高周波障害を防止。
■ 電流波形を自在にコントロール。レーザー溶接では困難とされる銅系や反射の大きいワークも、難なくこなします。
■ 溶接スケジュールは、8 条件メモリーを搭載。タッチパネル採用。

| 入力 | AC 200V 50/60Hz 5A |
| 出力 | 最大 DC 30A |
| プリガスフロー | 0 |
| プリヒートタイム | 0〜30 |
| ライズタイム | 0〜20 mS |
| ピークタイム | 0.5〜99.9 mS |
| フォールタイム | 0〜30 mS |
| アフターガスフロー | 0.3〜9.9S |
| 電流変調周波数 | 0/100Hz〜1.000Hz |
| レギュレーター | 0〜5リットル/毎分 |
| スケジュール数 | 0〜7(1,2,4 バイナリ) |
| 寸法・重量 | W250mm x H300mm x D450mm / 約21kg |
| <I/O信号 IN> | 1:スタート、2:条件選択(1,2,4バイナリコード)、3:非常停止 |
| <I/O信号 OUT> | 1:準備完了(READY)、2:溶接中(WELDING)、3:溶接終了(END) 4:アーク失火、5:トーチ接触(TORCHTOUCH)、6:トラブル(過電流等) |
| LED | (24文字×2行キャラクターモジュール)溶接ピーク電流エネルギー(J)切替選択方式。 各プロファイルの時間、その他全10アイテム |

 |
 |


